The ideal preventive maintenance program would prevent all equipment failure before it occurs.

Jim Lee,
CEO
Cimetrics Inc.
|
October 2014 |
[an error occurred while processing this directive] |
| Predictive Maintenance The ideal preventive maintenance program would prevent all equipment failure before it occurs. |
Jim Lee, CEO Cimetrics Inc. |
This
article is Chapter 44 in Barney
Capehart’s book “Automated Diagnostics and Analytics for Buildings” by
Barney Capehart and Michael Brambley, ISBN 0-88173-732-1, Fairmont
Press. (For more information read this month's book review.)
| Articles |
| Interviews |
| Releases |
| New Products |
| Reviews |
| [an error occurred while processing this directive] |
| Editorial |
| Events |
| Sponsors |
| Site Search |
| Newsletters |
| [an error occurred while processing this directive] |
| Archives |
| Past Issues |
| Home |
| Editors |
| eDucation |
| [an error occurred while processing this directive] |
| Training |
| Links |
| Software |
| Subscribe |
| [an error occurred while processing this directive] |
Predictive
Maintenance
Chapter
Introduction
Since Cimetrics introduced automated
building analytics in the year
2000, there have been many advancements in the field. Much of the
discussion has focused on energy savings, but many applications of big
data analytics are not energy focused. This paper will discuss
Predictive Maintenance in contrast to Preventive Maintenance, stressing
the benefits of utilizing big data for predictive maintenance such as
increased equipment life, improved reliability and lower labor
cost.
The goal of Predictive Maintenance is to save money and increase
equipment reliability. Money can be saved by only making repairs
or servicing equipment when necessary. The risk of equipment
failure can be reduced by continuous, automated analysis of equipment
performance in order to identify faults before they become
critical. Whereas Predictive Maintenance was once limited to
high-value capital assets, modern automation systems allow us to
collect and store vast amounts of data, and low-cost computing power
makes it possible to analyze that data.
Preventive Maintenance
Preventive maintenance (PM) has the following meanings:
The
primary goal of maintenance is to avoid or mitigate the
consequences of failure of equipment. This may be by preventing the
failure before it actually occurs which Planned Maintenance and
Condition Based Maintenance help to achieve. It is designed to preserve
and restore equipment reliability by replacing worn components before
they actually fail. Preventive maintenance activities include partial
or complete overhauls at specified periods, oil changes, lubrication
and so on. In addition, workers can record equipment deterioration so
they know to replace or repair worn parts before they cause system
failure. The ideal preventive maintenance program would prevent all
equipment failure before it occurs.
Here are some examples of routine scheduled maintenance of equipment:
Preventive Maintenance has been the back bone of mechanical and industrial equipment operation for decades. When systems are constructed, the designers take note of component life times, operating hours, wear parts, rated cycles and lubrication etc. Historically, elapsed time (run hours) has been used as the key driver for when maintenance activities should be performed. Although Preventive Maintenance is believed to be effective, in practice there are many shortcomings:
Preventive maintenance programs have
frequently been automated by
traditional Computer Maintenance Management Software (CMMS) packages,
which require a user to understand the piece of equipment in order to
create regular schedules for performing maintenance tasks. These
are also coupled with spare parts inventory information, repair ticket
tracking and enterprise accounting functionality. Most CMMS packages
don’t provide analytics capability and hence don’t allow the user to
gain institutional knowledge about the performance of assets over time.
Furthermore, today’s CMMS packages are unable to police the reliability
of the repair, which is based on the skill level/training of the person
performing the corrective action. In today’s world of outsourced
operations and repairs, how can one be certain that the repair
technician knows what he is doing? By following up in the data
and understanding the models and operations of the machine or system,
we can physically measure whether or not the action has been performed
and sometimes how well it has been performed.
Predictive
Maintenance
Predictive maintenance (PdM) techniques are designed to help determine the condition of in-service equipment in order to predict when maintenance should be performed. This approach promises cost savings over routine or time-based preventive maintenance, because tasks are performed only when warranted.
The main promise of Predictive Maintenance is to allow convenient scheduling of corrective maintenance, and to prevent unexpected equipment failures. The key is "the right information at the right time". By knowing which equipment needs maintenance, maintenance work can be better planned (spare parts, people, etc.) and what would have been "unplanned stops" are transformed to shorter and fewer "planned stops", thus increasing plant availability. Other potential advantages include increased equipment lifetime, increased plant safety, fewer accidents with negative impact on environment, and optimized spare parts handling.
A trivial example to compare Preventive versus Predictive maintenance would be in the area of air filters. Preventive Maintenance would attempt to calculate an average life of a filter and, perhaps enabled by a CMMS deploy maintenance staff to replace the filter at intervals that are shorter than this average life. This implies that some filter will be replaced prematurely and some filters will be replaced too late. With Predictive Maintenance, we would be measuring the differential pressure across a filter. We can see it load up with dirt over time (differential pressure increasing) and hence trigger a maintenance action at the right time. When the filter is replaced, we can see the differential pressure drop and hence verify that the replacement was done correctly. By analyzing the pressure drop across the filters over time, we can better establish when and how often to change the filter and perhaps even glean information on which filter manufacturer sells a better product. Consider the benefits of this predictive approach, when the filter in question is serving a clean room manufacturing process area and any mistakes can translate to particulate contamination, production disruptions and potential product loss.
Although it is significantly more exotic than Preventive Maintenance, Predictive Maintenance is not a new topic. Historically, thermography and oil analysis have been done, temperature and pressures have been monitored and occasionally, vibration analysis has been applied to rotating equipment. What is new is the ability to gather and process much more physical data than in the past. By using modern big data approaches, which apply algorithms to system models, the effectiveness of Predictive Maintenance is greatly increased. Historically, Predictive Maintenance has been limited to individual pieces of equipment or “Islands of Automation”, but now with big data analytics, a systems level of Predictive Maintenance is possible. By having big data sets from sensors all around the process and equipment, we can build a composite view of systems operation and even correlate maintenance data to the comfort of the building or the integrity of a manufacturing process.
In the past, Predictive Maintenance was limited to high-value assets. What’s different today is that we can automatically collect and analyze enough data so that Predictive Maintenance can even be applied to small end point devices such as variable air volume boxes and process utility connection points such as water for injection and compressed air connection points. The computer does the work, so automatic fault detection and diagnostics can be scaled down to the low-cost ubiquitous devices and sensors in a system.
Driven by automatic fault detection and diagnostics, these solutions can detect even minor anomalies and failure patterns to determine the assets and operational processes that are at the greatest risk of failure. This early identification of issues helps facility managers deploy limited maintenance resources more cost-effectively, maximize equipment uptime and enhance quality.
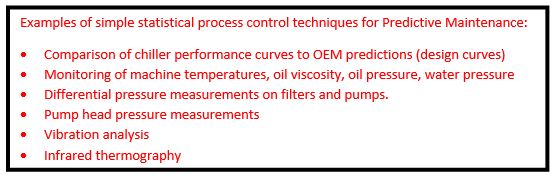
Predictive Maintenance can include:
What
is required in order to deploy a Predictive Maintenance program?
[an error occurred while processing this directive]
There are several elements needed to deploy a Predictive Maintenance
program. First, a big data collection and analysis
(Condition Monitoring) platform such as Cimetrics’ Analytika solution,
which can collect, model and perform automatic fault detection with
root cause analysis. The analytics platform must comprise
domain expertise so that the algorithms have a premeditated application
to the system in question. The next critical element is Data
Sufficiency—the availability of data from enough sensors, actuators and
control parameters (e.g. set points) so that meaningful analysis can be
performed. Then, equipment design information such as performance
curves, rated cycles, design temperatures, design flow rates are
essential to understanding how the machine works. A system is
configured by mapping the sensor data to the model and by entering
static data or metadata, which describe the physical characteristics of
the system. Furthermore, we need sensor data and equipment
specifications so that we can build a model of the system we would like
to maintain. But unlike system simulation, this emulation of the
process/equipment will take the model we created and drive the real
time data we are gathering from the real sensors and actuators through
that model. After analyzing the model and real-time data with a
series of algorithms, we can facilitate both equipment optimization and
predictive maintenance notifications (alerts).
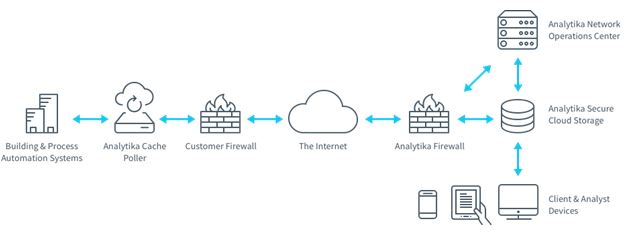
The figure below is a high level architecture for Analytika, Cimetrics’ predictive analytics solution.
Many equipment makers have historically
kept information about their
design and operating characteristics proprietary. Now there is an
opportunity for OEMs to differentiate their products by proving a
complete operating model as well as sufficient sensors and actuators to
provide the data for predictive maintenance analytics. We often
hear that OEMs do not include sensors on systems because their
customers don’t perceive the value. Predictive Maintenance
might provide the impetus to provide a new level of data sufficiency.
It is fascinating that the limited world view of original equipment manufacturers and consulting engineers dictates what they believe adds value—often eliminating sensors that could provide huge operational or reliability benefits. They often fail to appreciate that elements of a system rely on their individual piece of equipment. I recall a conversation with a manager at a chiller company in which he says: “My guys know everything there is to know about chillers. Ask them anything about the machine and they will tell you how to get 42 degree water. But they are completely ignorant of application and systems based issues of how their piece of equipment functions in a larger system.”
There are several ways predictive
maintenance platforms can work.
In their most remedial form, these systems can be used to collect data
when the machine or systems is working in steady state (regular
operation) to create a baseline. Then statistical comparisons of
current operation are compared to the baseline to determine whether
equipment performance is drifting. This is useful for detecting a
fault in the system, but generally not as good at determining the root
cause of the fault.
With model based automatic fault
detection and diagnostics, the
analytics system has a preconceived model for the machines' operating
characteristics, and using real time data and sophisticated algorithms
the system can predict where and sometimes when those failures might
occur.
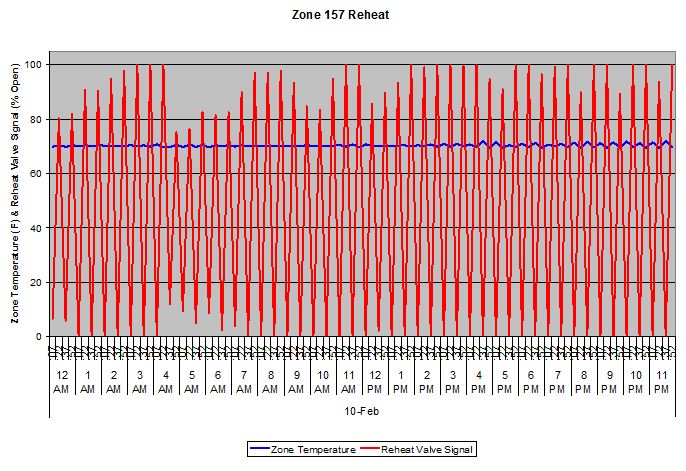
Here is an example of a Predictive Maintenance finding from Analytika:
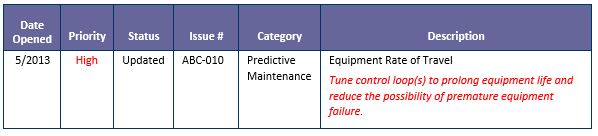
The following table lists the top 10 pieces of equipment with the highest actuator rate of travel during the current monitoring period. A high rate of travel may lead to premature failure of the equipment and/or the control actuator. This application is also used to identify poorly tuned control loops.
Rate of Travel is defined as follows:
Rate of travel: The absolute change of a
signal on an hourly basis
Relative average rate of travel: The average of the Rate of Travel (per
hour) over the monitoring period
Cycles during monitoring period: The total number of actuator cycles
during the monitoring period
Cycles to date: The total number of actuator cycles since the start of
monitoring
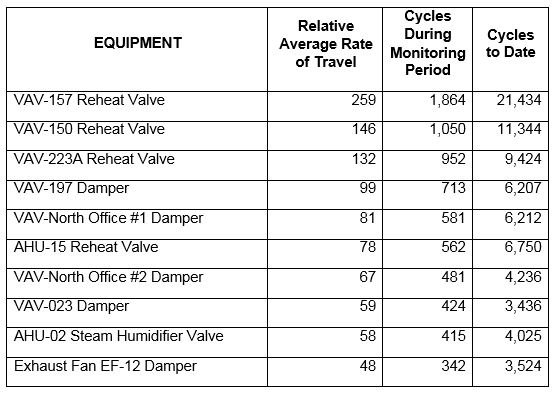
An example of a piece of equipment with a high rate of travel is shown
below.
Benefits
There are many benefits to a Predictive Maintenance program. Improved reliability and decreased risk of product loss and process disruptions are the most important benefits for mission critical applications such pharmaceutical production, healthcare or manufacturing. The data captured in the process of Predictive Maintenance analysis can be used for measurement and verification as well as providing data historian capability for compliance reporting. Increased equipment life and increase in Mean Time Between Failures (MTBF) can also be expected. In addition, labor savings are obtained by only servicing the equipment when necessary and dispatching repair crews with the necessary parts, therefore reducing truck rolls. Finally, in today’s world, many maintenance functions are frequently outsourced to third parties. Predictive Maintenance analytics allow the verification of repairs using actual operating data, allowing verification of vendor and product performance.
A Predictive Maintenance program aims to
identify the presence of a
defect in such a way as to give sufficient time for the maintenance
department to identify the root cause of the problem, efficiently order
the parts, and schedule and complete the repair before a failure occurs.
Conclusion
The big data analytics revolution is
beginning to enable true
predictive maintenance on a large scale. Users of predictive
maintenance analytics can now enjoy the benefits of cost savings,
increased reliability, increased equipment life and reduced risk of
process disruptions. A future challenge will be the integration of
predictive maintenance systems with enterprise asset management
systems. Although this would seem simple at first, there is a
need for a human decision maker to add business insight as to what
maintenance investments should be made.
Beyond Predictive Maintenance, there are
many other benefits to big
data analytics of building systems. For example, by combining
automation data with shop floor data and quality data, we can begin to
gain insights that enable enterprise level risk management and process
optimization. These topics and others are beyond the scope of this
chapter. They highlight that we are just scratching the surface of what
is possible with physical world data analytics.
[an error occurred while processing this directive]
[Click Banner To Learn More]
[Home Page] [The Automator] [About] [Subscribe ] [Contact Us]